RAY CẦU TRỤC - QUY TRÌNH LẮP ĐẶT VÀ HÀN RAY
Đường ray cầu trục là bộ phận quan trọng trong hệ thống cầu trục giúp cho bánh xe di chuyển an toàn êm ái. Việc lựa chọn ray cầu trục và lắp đặt ray cầu trục phải đảm bảo yêu cầu. Khi đó cầu trục có thể phát huy vai trò của nó một cách hiệu quả. Có rất nhiều lựa chọn đường ray cầu trục. Nên mua ray cầu trục từ các nhà cung cấp ray cầu trục uy tín.
Ngày đăng: 20-03-2025
1,123 lượt xem
Ray được xem là bộ phận chịu ứng suất lớn nhất đồng thời bộ phần này còn phải chịu sự mài mòn do bánh xe của cẩu, cũng như các tác động bên ngoài của thời tiết. Do đó mà tiêu chuẩn chọn lựa của thép để làm ray phải rất cao để có thể đáp ứng được.
Ray cầu trục được làm bằng thép và được phân loại dựa trên trọng lượng tính theo đơn vị độ dài. Ray càng nặng thì tải trọng chịu được càng lớn, tuy nhiên ray nặng đòi hỏi chi phí lớn hơn trong xây dựng ban đầu.
Phương pháp lắp đặt ray cầu trục
Với dầm đỡ thông thường, việc lắp đặt ray cầu trục chủ yếu được chia thành hai loại: ray nằm trên dầm thép và ray nằm trên dằm bê tông đúc sẵn. Đối với dằm bê tông đúc sẵn phải bố trí bulong chờ sẵn trong quá trình đổ bê tông dầm.
- Kẹp ray bằng cóc thép: đây là một cách đơn giản, sử dụng cóc kẹp để cố định đường ray cầu trục. Để điều chỉnh hướng ngang, các lỗ trên kẹp ray thường được làm ovan và việc điều chỉnh theo chiều dọc có thể được thực hiện bằng cách thêm các tấm đệm dưới thanh ray. Khi thiết kế kẹp ray cầu trục phải có đủ độ cứng.
- Cố định bằng bu lông: khoan lỗ trên mặt ray cầu trục và cố định bằng bu lông. Đối với kết cấu dầm thép, chiều rộng của tấm đỉnh không được quá 400mm, nếu không chiều dài của bu lông sẽ quá dài và làm giảm độ vững chắc của việc cố định.
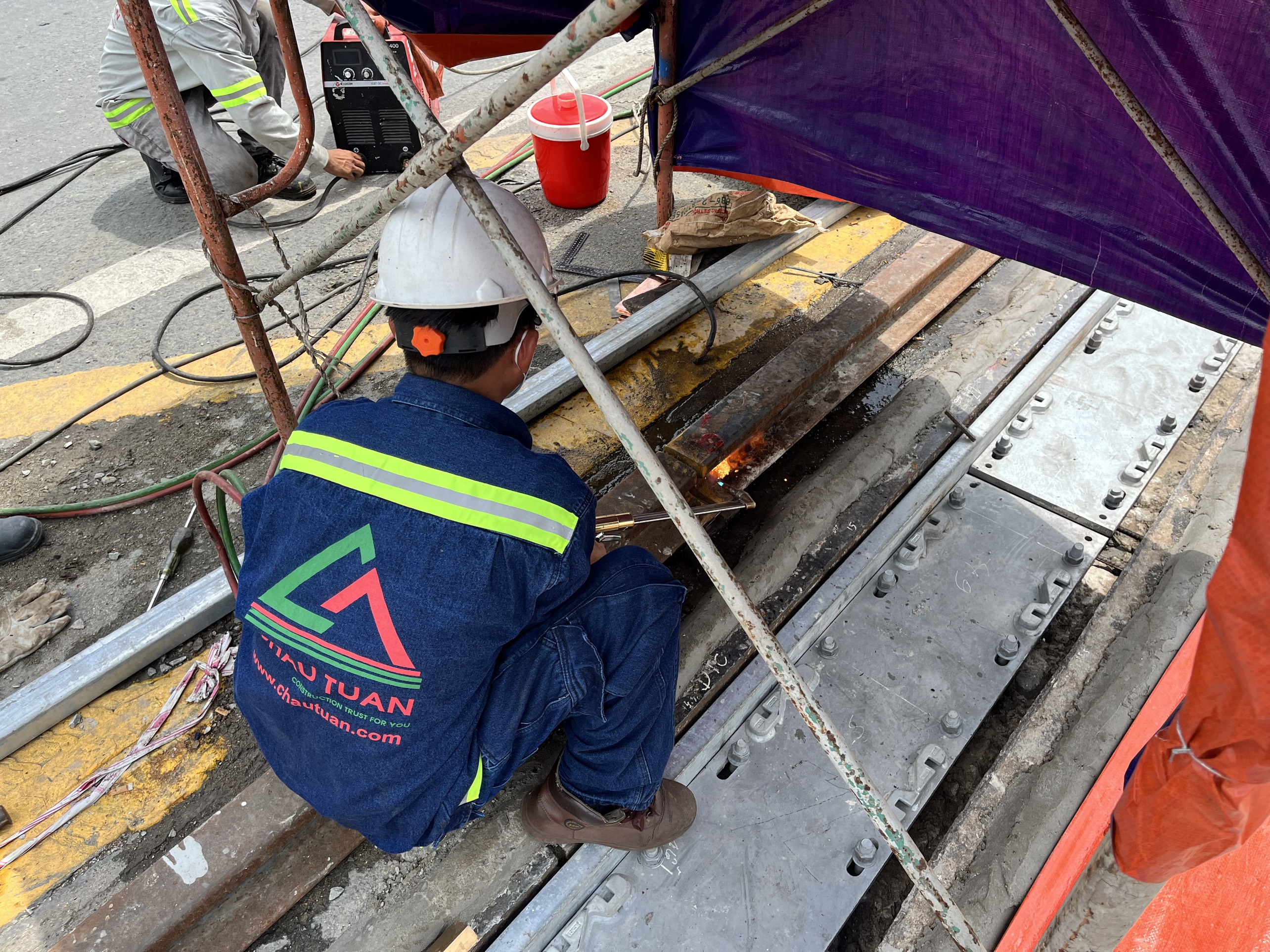
- Hàn ray trực tiếp xuống dầm thép: việc hàn ray lên dầm đỡ bằng vật liệu hàn phù hợp, hàn đứt đoạn để tránh biến dạng hàn. Khi hàn phải sử dụng lực ép chặt mặt dầm đỡ không để khe hở ảnh hưởng đến quá trình hoạt động của cầu trục.

Các phương pháp hàn lắp đặt và sửa chữa thanh ray:
Các đoạn ray được hàn lại với nhau bằng kỹ thuật hàn chảy đối đầu để tạo thành tuyến đường liên tực dài hoặc sử dụng kỹ thuật hàn nhiệt nhôm để sửa chữa. Bởi vì số lượng các mối nối ít nên tuyến đường sẽ trở nên êm hơn rất nhiều, không những vậy mối nối bằng phương pháp hàn còn cứng hơn loại mối nối thông thường và ít cần duy tu bảo dưỡng hơn.
Các phương pháp hàn đường ray thường có yêu cầu đặc trưng như:
- Đường ray được cắt mặt vuông góc.
- Cần có quá trình gia nhiệt trước khi hàn do bản chất vật liệu và thành phần thép dày.
- Mức độ khuyết tật chấp nhận được phù hợp với khả năng chịu tải.
Các phương pháp hàn phổ biến được sử dụng thường là hồ quang kín và hàn nhiệt nhôm, đá ứng với các tiêu chí này. Cả hai phương pháp này đều yêu cầu các thợ hàn có tay nghề ca và tuân theo các quy trình hàn tiêu chuẩn. Hàn flash không phù hợp với hầu hết các đường ray có tiết diện lớn.
- Phương pháp hàn hồ quang:
Hàn hồ quang được sử dụng rộng rãi trên khắp thế giới để hàn đường ray của cầu trục và đướng sắt. Trong phương pháp này, hai đầu thanh ray được cắt vuông góc, đặt cách nhau khoảng 20mm, gia nhiệt trước và sau đó hàn bằng điện cực hồ quang kim loại thủ công với quy trình chuyên dụng.
- Phương pháp hàn nhiệt nhôm:
Hàn nhiệt nhôm sử dụng một khuôn chịu lửa xung quanh hay đầu ra cắt vuông góc. Sau khi gia nhiệt sơ bộ phần đầu, khoảng cách khoảng 20mm được đổ đầy thép nóng chảy đã được nóng từ bình nung.
- Hàn giáp mí flash:
Hàn flash thường được sử dụng để hàn đường sắt trong các nhà máy thép trước khi xuất xưởng. Nó đôi khi được sử dụng để hàn đường ray cầu trục. Phương pháp này đòi hỏi dòng điện hàng nghìn ampe và do đó thiết bị nặng và đắt tiền. Các đầu ray được đốt nóng bởi dòng điện đi qua giữa chúng. Khi đủ nóng chúng được nối lại với nhau và do vậy cho chất lượng mối hàn rất tốt.

Quy trình hàn đường ray:
Có nhiều phương pháp hàn đường ray đang được sử dụng. Phương pháp phù hợp nhất tùy thuộc vào vị trí, nhân lực sẵn có, thiết bị và vật tư tiêu hao. Đối với các dự án hàn đường ray, cần đào tạo các kỹ sư hàn theo một quy trình riêng.
Các hệ thống như cầu trục hay đường sắt hoạt động tốt khi đường ray được hàn thành các đoạn dài liên tục. Tuy nhiên, đường ray rất khó hàn vì chúng có thành phần carbon cao để tăng sức chịu tải. Thành phần carbon cao đòi hỏi phải được hàn sử dụng các kỹ thuật đặc biệt. Vũng hàn lớn và bất tiện cho việc hàn.
Khuyết tật trong mối hàn thanh ray:
Những khuyết tật được coi là nguyên nhân phổ biến dẫn đến hư hỏng mối hàn đường ray là lỗ khí, thiếu ngấu và co ngót. Do đó việc phát hiện các loại khuyết tật này rất quan trong đối với an toàn đường sắt. Phần chân đường ray dễ bị khuyết tật thiếu ngấu hơn trong khi khuyết tật co ngót có nhiều khả năng nằm trong phần thân của thanh ray. Không giống như rỗ khí hay ngậm xỉ có thể xuất hiện ở nhiều nơi, thiếu ngấu và co ngót có nhiều khả năng xuất hiện ở các khu vực cụ thể của mối hàn thanh ray. Những đặc điểm này là thông tin quan trọng cần tính đến khi thiết kế phương án kiểm tra và bộ quét siêu âm tự động cho ứng dụng này.
Với mối hàn AT, về bản chất là một quá trình đúc được thực hiện khi sửa chữa đường ray. Quy trình ngoài hiện trường thường không đảm bảo như với các mối hàn khi sản xuất tại nhà máy. Áp lực về thời gian hoàn thành và không đủ dụng cụ làm cho mối hàn AT thường được xuất hiện các khuyết tật sau:
- Khuyết tật dạng bán nguyệt ở phần chân: trong một số trường hợp, việc kim loại nóng chảy bị dò ra bên dưới và lồi ra ở phần đáy của mối hàn. Phần lồi ra này có thể quan sát được bên dưới đường ray và gây ra tập trung ứng suất làm xuất hiện khuyết tật đặc trưng là khuyết tật bán nguyệt. Vì lý do này mà các khuôn hàn AT mới có thêm miếng lót bên dưới, giúp tránh việc rò rỉ và xuất hiện các khuyết tật này.
- Khuyết tật lỗ khí: rỗ khí mối hàn AT hình thành do khí gas hay hơi ẩm có trong quá trình hàn và bị kẹt bên trong vùng hàn. Các hơi ẩm này có từ các nguồn như hơi ẩm có sẵn trong khuôn, trong cát, mưa. Các khuyết tật rỗ khí và lỗ hổng xuất hiện cả bên trong mối hàn và trên bề mặt.
- Ngậm xỉ: xỉ là thành phần không mong muốn xuất hiện trong kim loại mối hàn và có thể làm suy yếu mối hàn. Lý do xuất hiện xỉ do kim loại nóng chảy không đủ nhiệt độ hay thời gian để các tạp chất thoát ra ngoài. Màu sắc và mật độ của vùng xỉ khác biệt so với vùng kim loại mối hàn.
- Thiếu ngấu: cũng là một dạng khuyết tật khác xuất hiện khi hàn AT. Khiếm khuyết dạng này thường xuất hiện khi không đủ nhiệt độ để kim loại nóng chảy kết dính lại với nhau. Các nguyên nhân chính thường do không gia nhiệt đủ vật liệu trước khi hàn, khoảng cách giữa mối hàn quá hớn hay quá nhỏ...

Yêu cầu chất lượng đưởn ray cầu trục.
- Đường chạy thẳng
- Khoan các lỗ trên đường ray bằng máy khoan, cắt khóe bằng nhiệt tuyệt đối bị cấm.
- Sai lệch vị trí khoan không quá 2mm
- Mặt trên của mối nối ray phải thẳng.
- Sai lệch vị trí của đường tâm thực tế của đường ray so với đường tâm thực tế của dầm cầu trục không được vượt quá 10mm.
- Độ lệch của đường tâm thực tế của đường ray so với khẩu độ cầu trục phải nhỏ hơn 5mm và nhỏ hơn 3mm đối với cầu trục treo dầm.
- Độ nghiêng dọc của bề mặt trên cùng của đường ray, đối với cầu trục nói chung không được lớn hơn 1/1000, đối với cầu trục giàn thông thường độ nghiêng không được lớn hơn 3/1000, cứ 2m đo một điểm và chênh lệch chiều cao của toàn bộ hành trình không được lớn hơn 10mm.
- Sai lệch độ cao của điểm chuẩn mặt trên của đường ray so với cao độ thiết kế đối với cầu trục không được quá 10mm, đối với cầu trục treo dầm không được quá ±5mm.
Trên đây, là những thông tin chi tiết về các quy trình lắp đặt và hàn sửa chữa ray mà Châu Tuấn muốn chia sẻ. Hy vọng với những thông tin trên có thể giúp các bạn hiểu rõ hơn về loại công trình này.
Nếu vẫn còn những thắc mắc hay có vấn đề liên quan đến việc thi công lắp đặt ray hãy liên hệ trực tiếp với chúng tôi.
Ngoài ra, công ty CHÂU TUẤN còn chuyên thi công nhà xưởng, nhà kho kết cấu thép lớn nhỏ trên phạm vi toàn quốc và quốc tế.
Liên hệ ngay để được tư vấn miễn phí:
CÔNG TY TNHH XD - TM & DV CHÂU TUẤN
Địa chỉ: 158/22 Hoàng Hoa Thám, P. 12, Q. Tân Bình, TP. Hồ Chí Minh
Email: chautuancons2010@gmail.com
Hotline: 028.2248.6888 - 0988.373.605
Website: chautuan.com – xaynhaxuong.vn



Bình luận (0)
Sản phẩm mới nhất



Tin mới nhất



Hỗ trợ trực tuyến
-

Hỗ trợ kỹ thuật
0988373605

Gửi bình luận của bạn